
TPU Laminated Fabrics vs. Traditional Coated Fabrics: What’s the Difference?
When engineering high-performance outerwear, technical gear, or medical textiles, choosing the right waterproofing technology is critical. For decades, the textile industry relied heavily on traditional coating methods to shield wearers from rain and wind. However, the advent of advanced functional laminated fabric technologies has revolutionized the market.
Today, the debate frequently centers on TPU laminated fabric versus traditional coated fabrics. While both methods aim to make a textile waterproof, their manufacturing processes, performance capabilities, and durability profiles are vastly different.
For product developers, sourcing managers, and outdoor enthusiasts, understanding these differences is key to selecting the right material. Here is a comprehensive comparison between these two textile technologies.
1. The Core Technology: Lamination vs. Coating
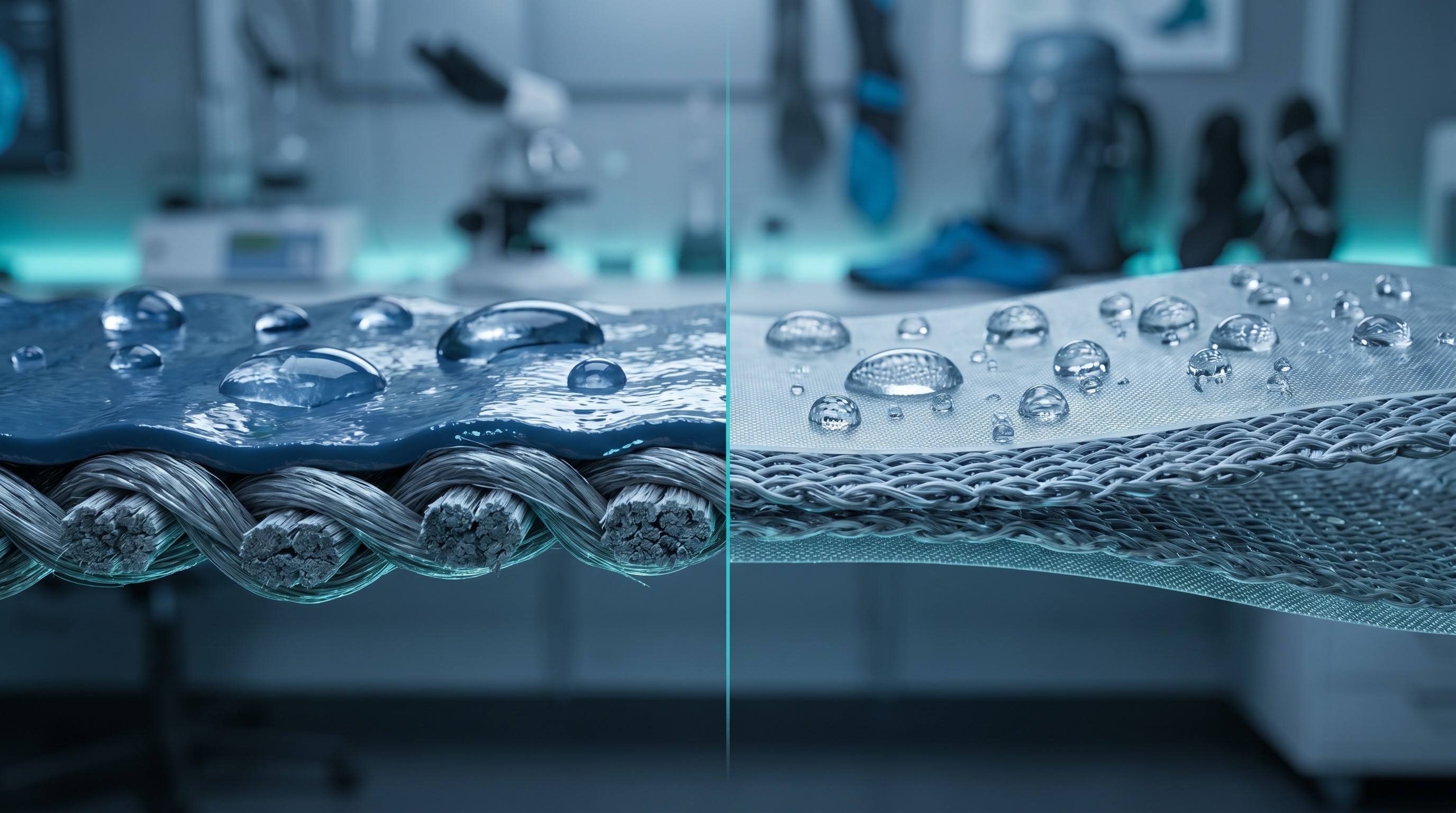
The fundamental difference between these two textiles lies in how the waterproof barrier is applied to the base fabric.
What is Traditional Coating?
Traditional coated fabrics are produced using a liquid application method. A chemical solution—typically Polyurethane (PU) or Polyvinyl Chloride (PVC)—is spread directly onto the surface of a moving textile web using a doctor blade or roller.
The fabric then passes through a heated oven where the solvents evaporate, leaving behind a thin, solidified plastic film adhered to the fabric. While cost-effective, this liquid layer can unevenly penetrate the fabric fibers, sometimes compromising the textile’s natural hand-feel and flexibility.
What is TPU Laminated Fabric?
In contrast, a TPU laminated fabric utilizes a highly sophisticated bonding composite process. Thermoplastic Polyurethane (TPU) is first manufactured independently as a precise, uniform, ultra-thin solid membrane.
Using advanced industrial machinery, this pre-formed TPU membrane is permanently bonded to one or more textile layers using precise heat, pressure, and high-performance adhesives (such as Hot Melt Polyurethane Reactive adhesives, or PUR). This lamination process creates a multi-layered composite fabric that retains the exact structural integrity and elasticity of each individual layer.
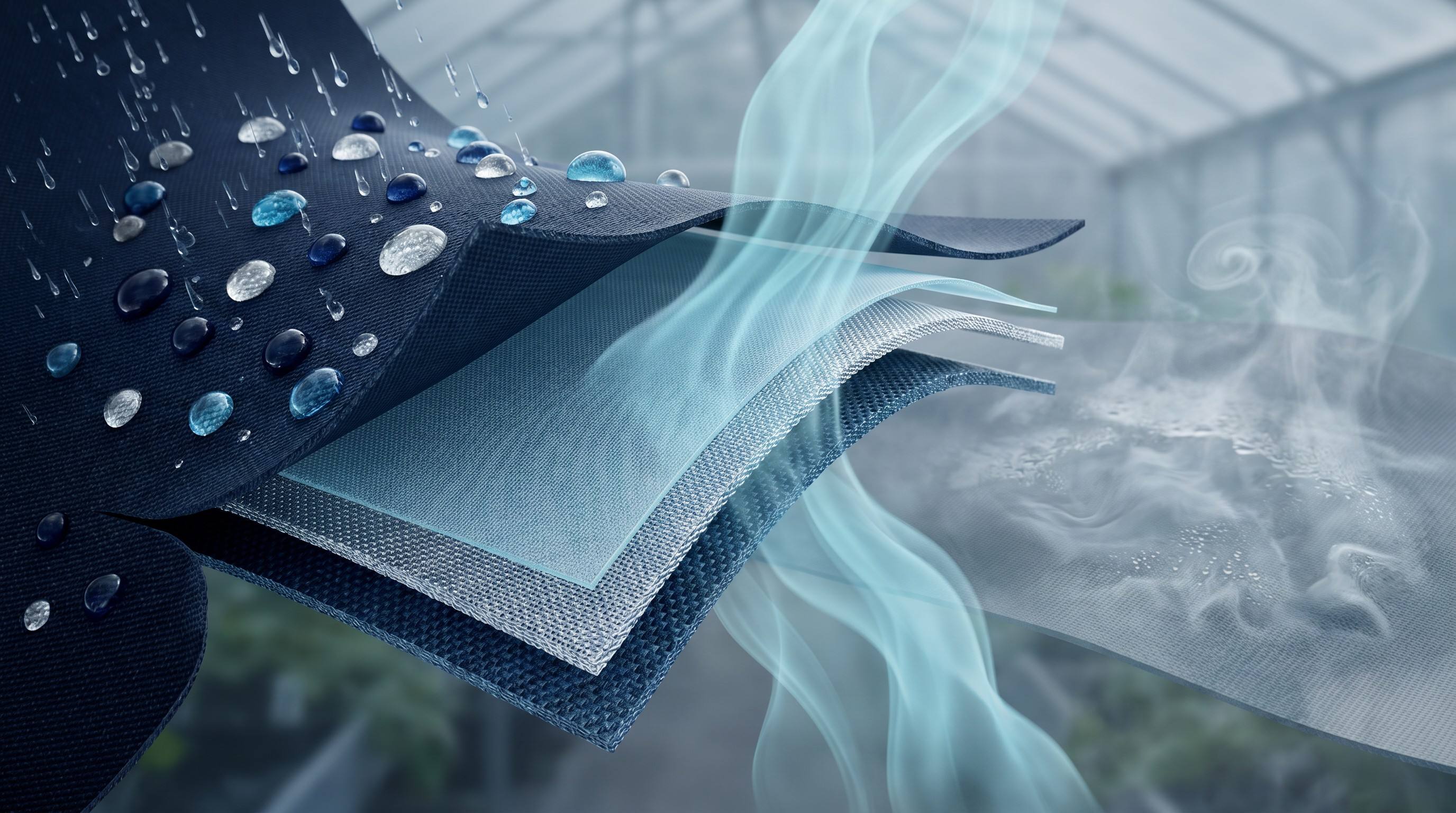
2. Waterproofing and Breathability: The Dynamic Duo
In the outdoor and performance apparel industries, liquid water resistance is only half the battle. A truly high-performance fabric must also allow sweat and metabolic moisture vapor to escape. This dual capability is known as moisture permeability or breathability.
The Limits of Traditional Coatings
Traditional coatings often act as absolute barriers. Because the liquid chemical covers the fabric like a continuous sheet of paint, it seals off the gaps between the woven yarns. While this makes the fabric highly waterproof, it drastically reduces breathability.
Moisture generated by the body becomes trapped inside the garment, creating a damp, clammy “greenhouse effect” during physical exertion. While some advanced porous coatings exist, their breathability thresholds rarely match those of laminates.
How TPU Membranes Achieve Smart Breathability
Premium TPU laminated fabrics solve this issue through advanced molecular engineering. TPU membranes can be designed with two distinct mechanisms:
-
Microporous TPU: The membrane contains billions of microscopic pores per square inch. These pores are roughly 20,000 times smaller than a water droplet (preventing rain from entering) but 700 times larger than a water vapor molecule (allowing sweat to escape).
-
Hydrophilic (Non-Porous) TPU: This solid membrane relies on molecular chemistry. It features hydrophilic (water-loving) molecular chains that actively absorb sweat vapor from the high-humidity inside of the garment and transport it outward along the molecular pathways to the low-humidity exterior.
3. Durability, Longevity, and Feel
How a fabric performs after months of heavy laundering and exposure to the elements is a major differentiator between these two technologies.
The Vulnerability of Coated Fabrics
Traditional coatings are prone to degradation over time. Because the chemical layer is simply dried onto the surface of the fibers, it is susceptible to mechanical friction, stretching, and chemical breakdown.
Over time, especially after repeated wash cycles, traditional coatings tend to flake, crack, or peel away from the base fabric (a process known as delamination). Furthermore, heavy coatings can give fabrics a stiff, crinkly, and noisy texture.
The Resilience of TPU Laminates
Because TPU is an elastomeric polymer, it possesses inherent elasticity and excellent shape memory. When bonded into a functional laminated fabric, the TPU layer stretches and flexes alongside the face textile without cracking or tearing.
The advanced PUR adhesives used in the composite process ensure that the bond withstands rigorous machine washing and extreme temperature fluctuations. Additionally, TPU maintains a soft, supple hand-feel, ensuring the finished garment remains quiet and comfortable during kinetic movements.
4. Outdoor Applications: Choosing the Right Material
Because of their differing performance profiles, traditional coated fabrics and TPU laminated fabrics serve distinct segments of the market.
Where Traditional Coated Fabrics Excel
Traditional coatings remain highly relevant in applications where maximum breathability is not required, but budget-friendliness is essential. They are widely used in:
-
Entry-level rain ponchos and promotional windbreakers.
-
Heavy-duty industrial tarpaulins, equipment covers, and static outdoor awnings.
-
Economy umbrellas and basic backpacks.
Where TPU Laminated Fabrics Are Essential
For high-end outdoor applications, technical gear, and demanding environments, TPU laminated fabrics are the industry standard. Their superior strength-to-weight ratio and dynamic breathability make them indispensable for:
-
Technical mountaineering hard shells, ski jackets, and premium activewear.
-
Inflatable outdoor gear, such as lightweight camping sleeping pads, life vests, and packrafts (where airtight, high-strength welds are mandatory).
-
Tactical military apparel and high-performance footwear liners.
| Performance Metric | Traditional Coated Fabrics | TPU Laminated Fabrics |
| Manufacturing Process | Direct liquid application | Pre-formed membrane bonding |
| Breathability Rating | Low to Moderate | High to Excellent |
| Flexibility & Hand-Feel | Often stiff and noisy | Soft, elastic, and quiet |
| Durability / Wash Cycles | Prone to peeling and cracking | High resistance to delamination |
| Primary Use Cases | Heavy tarps, budget rainwear | Technical outerwear, inflatable gear |
Conclusion
While traditional coated fabrics offer a cost-effective solution for basic waterproofing needs, they fall short when exposed to the performance demands of active outdoor environments. TPU laminated fabric represents the evolution of textile science. By utilizing an advanced composite lamination process, it successfully marries extreme waterproof protection with high moisture permeability, flexible comfort, and rugged durability. For brands looking to engineer premium, long-lasting gear that protects athletes from the elements without sacrificing comfort, the choice leans heavily toward functional TPU laminates.

Yunai Textile
Post time: Jun-18-2026