
Boyama fabrikimizin prosesi haqqında məlumat əldə edək!
1. Ölçüləndirmə
Bu, boyama fabrikindəki ilk addımdır. Əvvəlcə ölçülərin dezinfeksiyası prosesidir. Boz parça, boz parça üzərindəki qalıqları yumaq üçün böyük bir çəlləyə qaynar su ilə qoyulur. Beləliklə, boyama prosesi zamanı boya qüsurlarının qarşısını almaq üçün daha sonra. Ölçülərin dezinfeksiyası prosesi zamanı çəlləklərə isti su ilə doldurulur. Beləliklə, bu proses bir az vaxt aparır.

2. Boz parça qəbulu
Adətən boz parçanın eni 1,63 m-dir, lakin məhsulun eni 1,55 m olmalıdır. Beləliklə, boz parça eni idarə etmək üçün 160-180 dərəcə yüksək temperaturdan keçir. Bu proses boz parça istilik tənzimləməsi adlanır.
3.Oxuma
Boyama fabrikindəki növbəti proses yanma prosesidir. Yanğını görə bilərsiniz. Bu, yanğındır. Boz parça səthindəki tükləri təmizləmək üçün odun içindən keçir. Beləliklə, onu təmizləmək və boyama üçün hazırlamaq lazımdır.

4.Çəki Azaldılması
Boyama fabrikində növbəti proses çəki azaltmaqdır. Boyamadan əvvəl liflər qələvi ilə incəlməlidir. Bu proseslə parçanın çəkisini idarə edə və onu daha yumşaq edə bilərik. Eyni zamanda, boyama qüsurlarının qarşısını almaq üçün səthdən tükləri təmizləyirik.
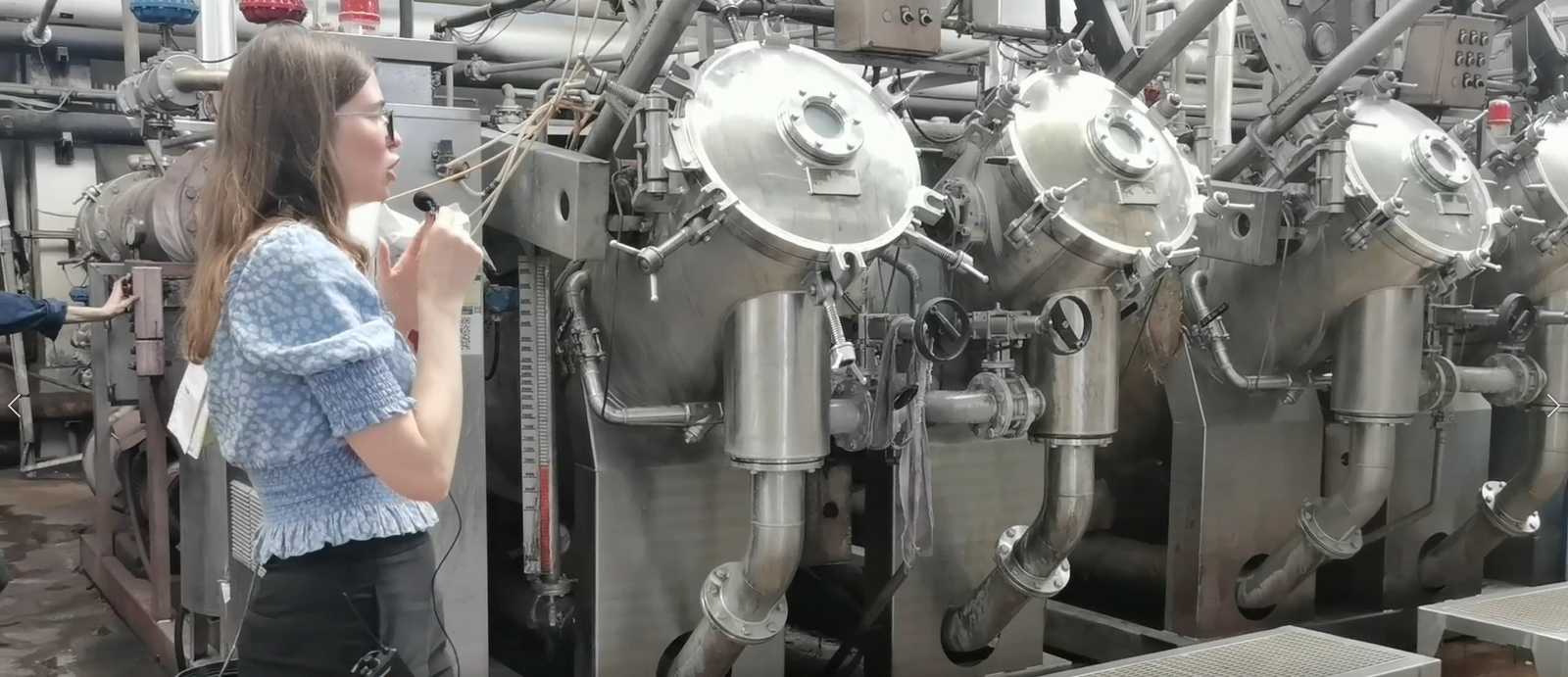
5.Partiya/Partiya Boyama
Toplu boyama və ya çoxlu boyama, bu, boyama fabrikindəki əsas prosesdir. Polyester liflərinin boyanması üçün bizə dağılmış zarlar və 80 dərəcəlik temperatur lazımdır. Viskoz boyama üçün poliester lifinin boyanması 4 saat çəkir, bizə reaktiv boyalar və 85 dərəcəlik temperatur lazımdır. Bu 3 saat çəkir. Sonra yarım saat istilik qorunması lazımdır. Bundan sonra boyaları və çirkləri təmizləmək üçün beş ton su ilə sabunlama lazımdır. Bəzi müştərilərin parçanın pH səviyyəsi və ətraf mühit istehsal dərəcəsi ilə bağlı xüsusi tələbləri var. Buna görə də müştərilərin tələblərini ödəmək üçün daha çox sabunlama vaxtı əlavə edirik.
6.Yağ qəbulu
Boyama başa çatdıqdan sonra silikon yağı tənzimləmə maşını olacaq. Silikon yağı parça lifinə nüfuz edəcək və onu tamamilə örtəcək. Beləliklə, parçanın ağırlığını və əl hissiyyatını tənzimləyə bilərik. Bundan sonra parça sobaya qoyulur. Sobanın temperaturu 180-210 dərəcədir. Parça quruduqdan sonra yumşalır və çəkisi tənzimlənir.
7.Keyfiyyət yoxlaması
Bu, keyfiyyət yoxlamasıdır. Parçanın səthində bəzi qüsurlar varsa, işçilərimiz onları aradan qaldıra bilərlər. Beləliklə, parçamızın hər metrinin keyfiyyətli olduğundan əmin oluruq.

Yayımlanma vaxtı: 17 may 2022