
Ezagutu dezagun gure tindaketa fabrikaren prozesua!
1. Tamaina murriztea
Tindaketa fabrikako lehen urratsa da hau. Lehenengoa deskolorizazio prozesu bat da. Ehun grisa upel handi batean sartzen da ur bero irakinetan, ehun grisaren hondarrak garbitzeko. Horrela, geroago tindaketa prozesuan akatsak saihesteko. Upelak ur beroarekin sartzen dira deskolorizazio prozesuan. Beraz, prozesu honek denbora pixka bat behar du.

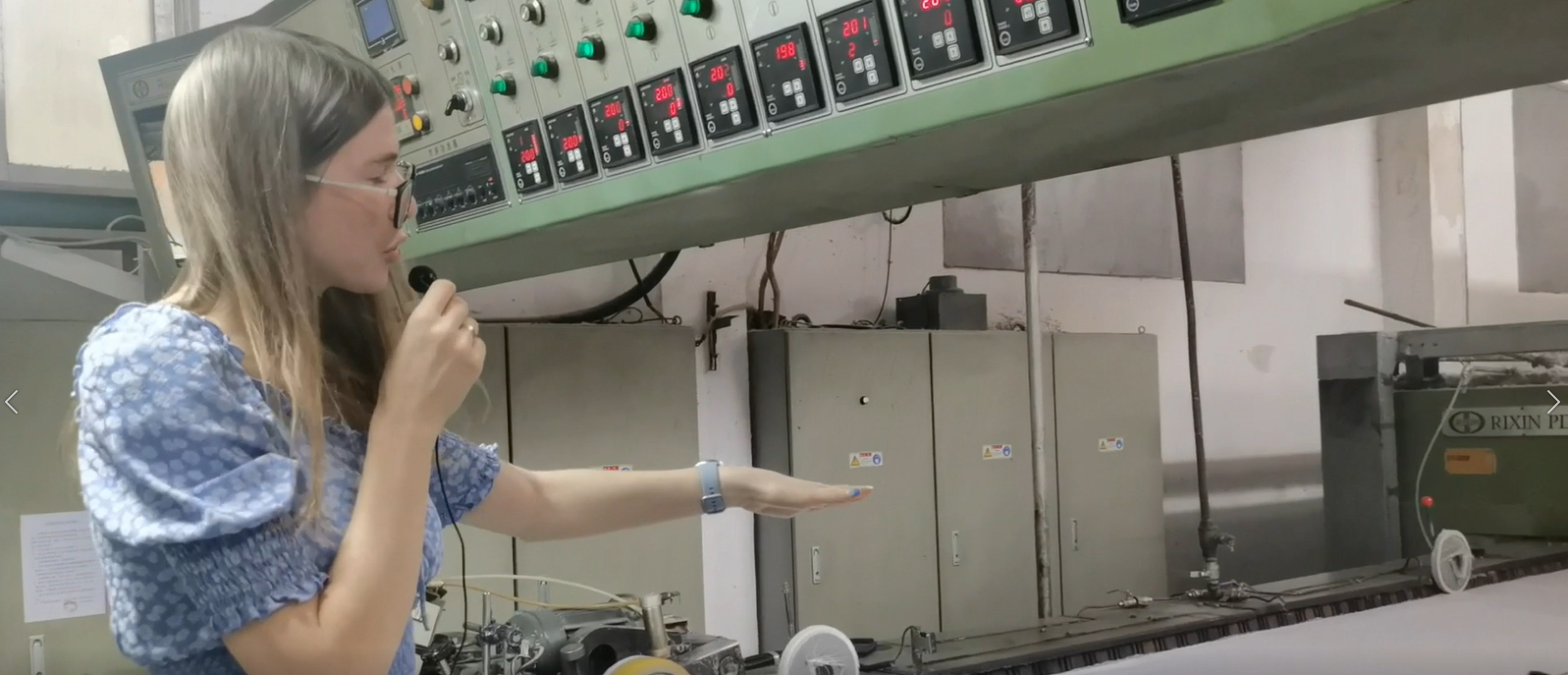
2. Oihal grisaren ezarpena
Normalean, ehun grisaren zabalera 1,63 m-koa da, baina produktuaren zabalera 1,55 m-koa behar dugu. Beraz, ehun grisa 160 eta 180 gradu arteko tenperatura altuan jartzen da zabalera kontrolatzeko. Prozesu horri ehun grisaren bero-ezarpena deritzo.
3.Erretzea
Tindaketa-lantegiko hurrengo prozesua erretzea da. Sua ikus daiteke. Sua da. Ehun grisa sutik pasatzen da gainazaleko ilea kentzeko. Beraz, garbi geratu eta tindaketarako prestatzeko.

4.Pisua galtzea
Tindaketa-lantegiko hurrengo prozesua pisua murriztea da. Tindatu aurretik, zuntzak alkaliarekin mehetu behar dira. Prozesu honekin, ehunaren pisua kontrola dezakegu eta leunagoa ere egin. Aldi berean, gainazaleko ilea kentzen dugu tindaketa-akatsak saihesteko.
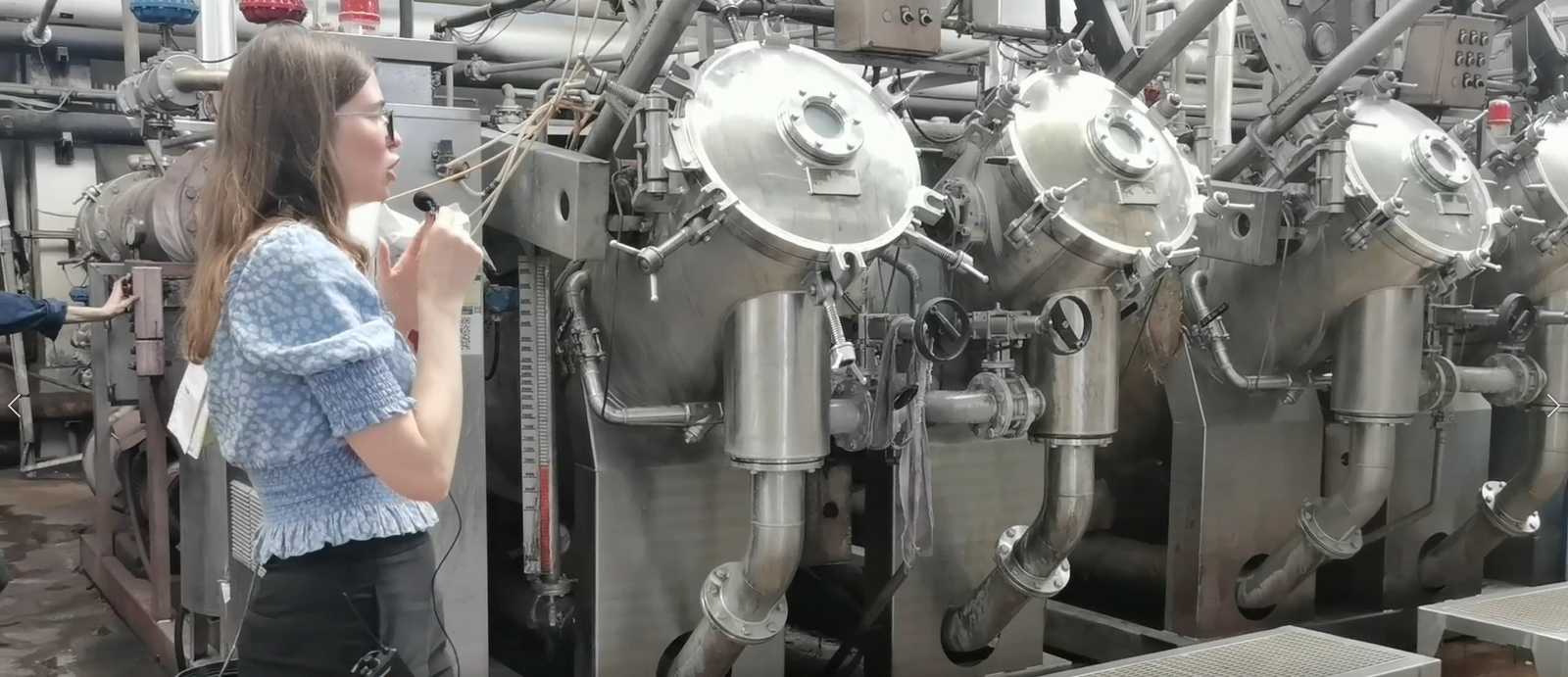
5.Multzo/Lote Tindaketa
Multzoka tindatzea edo loteka tindatzea, hau da tindaketa fabrikako prozesu nagusia. Poliester zuntzak tindatzeko, dado sakabanatuak eta 80 graduko tenperatura behar ditugu. 4 ordu behar dira poliester zuntza tindatzeko; biskosa tindatzeko, tindagai erreaktiboak eta 85 graduko tenperatura behar ditugu. 3 ordu behar dira. Ondoren, ordu erdiz beroan mantendu behar dugu. Horren ondoren, bost tona urekin xaboiatu behar dugu tindagaiak eta ezpurutasunak kentzeko. Bezero batzuek eskakizun bereziak dituzte ehunaren pH mailari eta ingurumen-ekoizpen kalifikazioari dagokionez. Beraz, xaboiatzeko denbora gehiago gehitzen dugu bezeroen eskakizunak betetzeko.
6.Olioaren ezarpena
Tindaketa amaitutakoan, silikonazko olioa ezartzeko makina egongo da. Silikonazko olioa ehunaren zuntzan sartuko da eta guztiz estaliko da. Horrela, ehunaren lodiera eta ukituaren sentsazioa doi ditzakegu. Ondoren, ehuna labe termiko batera sartzen da. Labearen tenperatura 180-210 gradukoa da. Ehuna lehortu ondoren, bigundu egiten da eta pisua doitzen da.
7.Kalitate ikuskapena
Kalitate-ikuskapena da hau. Oihalaren gainazalean akatsen bat baldin badago, gure langileek kendu ditzakete. Beraz, ziurtatzen dugu gure oihalaren metro bakoitza kalitate onekoa dela.

Argitaratze data: 2022ko maiatzaren 17a