
ကျွန်ုပ်တို့ရဲ့ ဆိုးဆေးစက်ရုံရဲ့ လုပ်ငန်းစဉ်အကြောင်း သိပါရစေ!
၁။ အရွယ်အစား လျှော့ချခြင်း
ဒါက ဆေးဆိုးစက်ရုံရဲ့ ပထမခြေလှမ်းပါ။ ပထမအဆင့်က အရွယ်အစား လျှော့ချတဲ့ လုပ်ငန်းစဉ်ပါ။ မီးခိုးရောင်အထည်ကို မီးခိုးရောင်အထည်ပေါ်က ကျန်နေတဲ့ အကြွင်းအကျန်တွေကို ဆေးကြောဖို့အတွက် ရေနွေးဆူဆူနဲ့ စည်ကြီးတစ်စည်ထဲ ထည့်ပါတယ်။ ဒါကြောင့် ဆေးဆိုးတဲ့ လုပ်ငန်းစဉ်အတွင်း အရွယ်အစား လျှော့ချတဲ့ ချို့ယွင်းချက်တွေကို ရှောင်ရှားဖို့ပါ။ အရွယ်အစား လျှော့ချတဲ့ လုပ်ငန်းစဉ်အတွင်း စည်တွေကို ရေနွေးနဲ့ ထည့်ပါ။ ဒါကြောင့် ဒီလုပ်ငန်းစဉ်က အချိန်အနည်းငယ် ကြာပါတယ်။

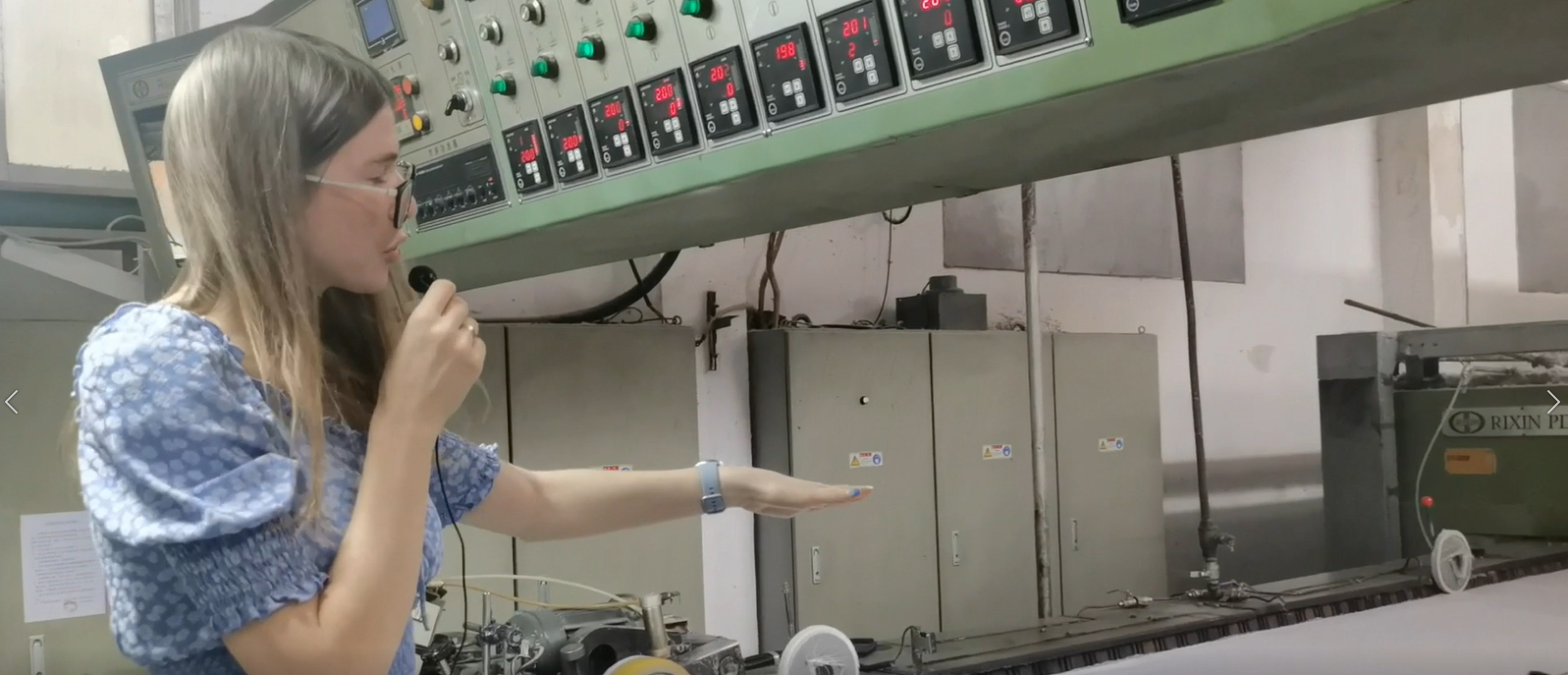
၂။ မီးခိုးရောင် အထည်အလိပ် ချိန်ညှိခြင်း
မီးခိုးရောင်အထည်ရဲ့ အကျယ်က ပုံမှန်အားဖြင့် ၁.၆၃ မီတာဖြစ်ပေမယ့် ထုတ်ကုန်ရဲ့ အကျယ်က ၁.၅၅ မီတာ လိုအပ်ပါတယ်။ ဒါကြောင့် မီးခိုးရောင်အထည်ဟာ အကျယ်ကို ထိန်းချုပ်ဖို့ အပူချိန် ၁၆၀ မှ ၁၈၀ ဒီဂရီအထိ ဖြတ်သန်းရပါတယ်။ ဒီလုပ်ငန်းစဉ်ကို မီးခိုးရောင်အထည် အပူချိန်ညှိခြင်းလို့ ခေါ်ပါတယ်။
3.ဆင်းဂင်း
ဆိုးဆေးစက်ရုံမှာ နောက်ထပ်လုပ်ရမယ့် လုပ်ငန်းစဉ်ကတော့ လောင်ကျွမ်းခြင်းပါ။ မီးကို မြင်နိုင်ပါတယ်။ ဒါက မီးပါ။ မီးခိုးရောင်အထည်ကို မီးနဲ့ဖြတ်ပြီး မျက်နှာပြင်ပေါ်က အမွေးအမှင်တွေကို ဖယ်ရှားပါတယ်။ သန့်ရှင်းပြီး ဆိုးဆေးအတွက် ပြင်ဆင်ဖို့အတွက်ပါ။

4.ကိုယ်အလေးချိန်လျှော့ချခြင်း
ဆေးဆိုးစက်ရုံရဲ့ နောက်ထပ်လုပ်ငန်းစဉ်ကတော့ အလေးချိန်လျှော့ချခြင်းပါ။ ဆေးဆိုးခြင်းမပြုမီ၊ အမျှင်များကို အယ်ကာလီဖြင့် ပါးလွှာအောင်ပြုလုပ်ရန် လိုအပ်ပါသည်။ ဤလုပ်ငန်းစဉ်ဖြင့် အထည်၏အလေးချိန်ကို ထိန်းချုပ်နိုင်ပြီး ပျော့ပျောင်းစေနိုင်ပါသည်။ တစ်ချိန်တည်းမှာပင်၊ ဆေးဆိုးခြင်းချို့ယွင်းချက်များကို ကာကွယ်ရန် မျက်နှာပြင်မှ အမွေးအမှင်များကို ဖယ်ရှားပေးပါသည်။
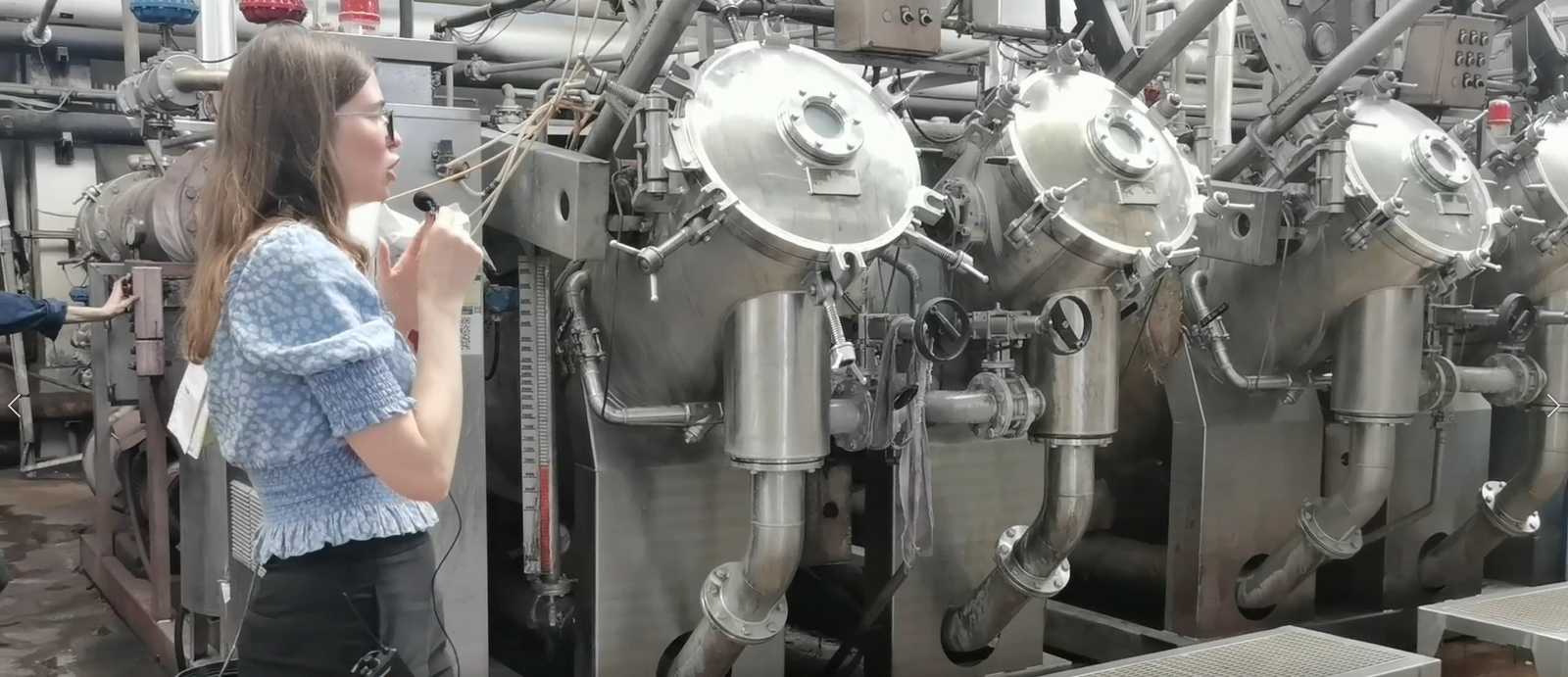
5.အသုတ်လိုက်/အသုတ်လိုက် ဆေးဆိုးခြင်း
အသုတ်လိုက်ဆေးဆိုးခြင်း သို့မဟုတ် အသုတ်လိုက်ဆေးဆိုးခြင်းသည် ဆေးဆိုးစက်ရုံ၏ အဓိကလုပ်ငန်းစဉ်ဖြစ်သည်။ polyester အမျှင်များဆေးဆိုးရန်အတွက် ပြန့်ကျဲနေသောအတုံးများနှင့် အပူချိန် ၈၀ ဒီဂရီလိုအပ်သည်။ viscose ဆေးဆိုးရန်အတွက် polyester အမျှင်ကို ဆေးဆိုးရန် ၄ နာရီကြာပြီး reactive dyes များနှင့် အပူချိန် ၈၅ ဒီဂရီလိုအပ်သည်။ ၃ နာရီကြာသည်။ ထို့နောက် အပူထိန်းထားရန် နာရီဝက်ခန့်လိုအပ်သည်။ ထို့နောက် ဆိုးဆေးများနှင့် မသန့်စင်မှုများကို ဖယ်ရှားရန် ရေငါးတန်ဖြင့် ဆပ်ပြာတိုက်ရန် လိုအပ်သည်။ အချို့ဖောက်သည်များတွင် အထည်၏ PH အဆင့်နှင့် ပတ်ဝန်းကျင်ထုတ်လုပ်မှုအဆင့်အပေါ် အထူးလိုအပ်ချက်များရှိသည်။ ထို့ကြောင့် ဖောက်သည်များ၏ လိုအပ်ချက်များကို ဖြည့်ဆည်းရန် ဆပ်ပြာတိုက်ချိန် ပိုမိုထည့်သွင်းပါသည်။
6.ဆီချိန်ညှိခြင်း
ဆေးဆိုးပြီးသည်နှင့် ဆီလီကွန်ဆီထည့်စက်ရှိပါမည်။ ဆီလီကွန်ဆီသည် အထည်အမျှင်ထဲသို့ ထိုးဖောက်ဝင်ရောက်ပြီး အပြည့်အဝဖုံးအုပ်သွားမည်ဖြစ်သည်။ ထို့ကြောင့် အထည်အလေးချိန်နှင့် လက်၏အထိအတွေ့ကို ချိန်ညှိနိုင်သည်။ ထို့နောက် အထည်ကို အပူချိန်မြင့်မီးဖိုထဲသို့ ထည့်သည်။ မီးဖို၏အပူချိန်မှာ ၁၈၀-၂၁၀ ဒီဂရီဖြစ်သည်။ အထည်ခြောက်သွားပြီးနောက် နူးညံ့လာပြီး အလေးချိန်ကို ချိန်ညှိပေးသည်။
7.အရည်အသွေးစစ်ဆေးခြင်း
ဒါက အရည်အသွေးစစ်ဆေးခြင်းပါ။ အထည်မျက်နှာပြင်မှာ ချို့ယွင်းချက်အချို့ရှိရင် ကျွန်ုပ်တို့ရဲ့ ဝန်ထမ်းတွေက ဖယ်ရှားပေးနိုင်ပါတယ်။ ဒါကြောင့် ကျွန်ုပ်တို့ရဲ့ အထည်ရဲ့ မီတာတိုင်းဟာ အရည်အသွေးကောင်းမွန်ကြောင်း သေချာစေပါတယ်။

ပို့စ်တင်ချိန်: ၂၀၂၂ ခုနှစ်၊ မေလ ၁၇ ရက်